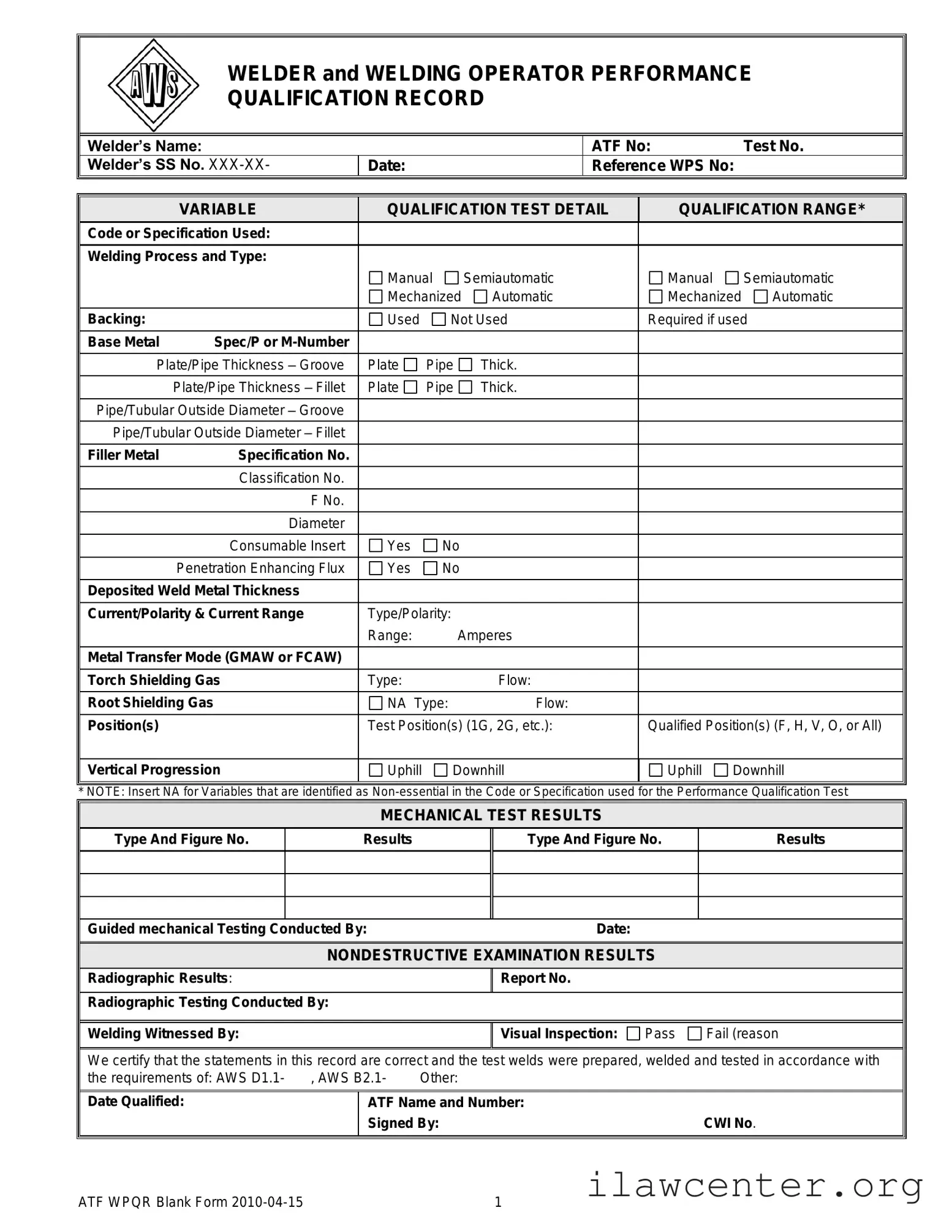
Instructions on Utilizing Welder Performance Qualification Record
Filling out the Welder Performance Qualification Record form is a crucial step in documenting a welder's skills and qualifications. Following these steps will help ensure that all necessary information is accurately captured for compliance and assessment purposes.
- Begin with the welder’s name at the top of the form.
- Fill in the ATF number and test number in the designated fields.
- Provide the welder's Social Security number (SS No.) in the appropriate space.
- Enter the date of the test.
- List the reference WPS number.
- Specify the code or specification used for the qualification.
- Select the welding process and type from the options provided: Manual, Semiautomatic, Mechanized, or Automatic.
- Indicate whether backing was used, not used, or required if used.
- Fill in the base metal specification or P/M number.
- Document the plate or pipe thickness for both groove and fillet welds.
- Provide the outside diameter for groove and fillet welds on pipe or tubular materials.
- Enter the filler metal specification number and classification number.
- Indicate the filler metal diameter.
- Specify if a consumable insert was used, and whether penetration-enhancing flux was utilized.
- Document the deposited weld metal thickness.
- Record the current/polarity and the current range in amperes.
- Describe the metal transfer mode (GMAW or FCAW).
- Specify the torch shielding gas type and flow rate.
- Indicate the root shielding gas type and flow rate, if applicable.
- List the test positions (e.g., 1G, 2G) and the qualified positions (F, H, V, O, or All).
- Document the vertical progression (uphill or downhill).
- Fill in the results of the mechanical tests conducted, including type and figure number.
- Record the details of the guided mechanical testing, including who conducted it and the date.
- Provide the radiographic results, including the report number and who conducted the testing.
- Indicate if the welding was witnessed by someone and the outcome of the visual inspection (pass or fail). If it failed, state the reason.
- Certify the accuracy of the statements in the record, including the adherence to relevant requirements.
- Enter the date qualified and provide the ATF name and number.
- Ensure that the form is signed by the appropriate individual, including their CWI number.